


产品列表
联系我们
萍乡市博奥陶瓷有限公司
地 址:萍乡市湘东区陶瓷工业园
电 话:0799-6838638
传 真: 0799-6838638
手 机:13807994238
联系人:刘先生
邮 箱:liujiping998@163.com
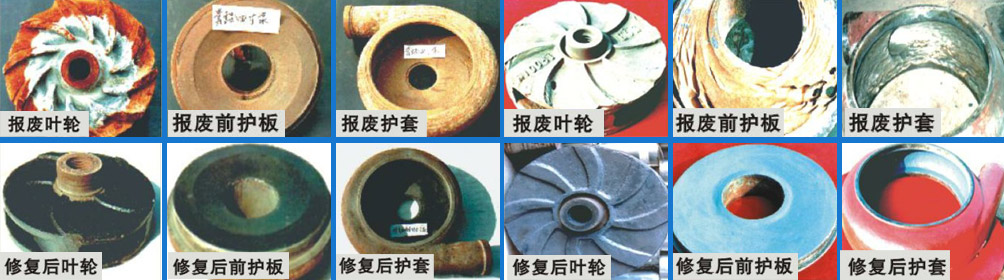
详细介绍
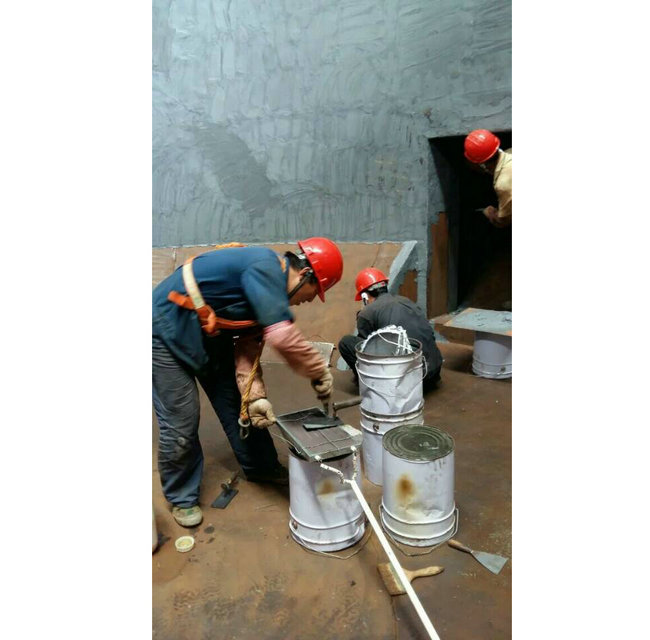
施工图片
BA耐磨材料施工使用说明
(一)设备壳体内部除锈
1、手工预处理:先用手锤、铲子或高压水流将松动翘起的氧化皮、疏松的锈层及利用设备的矿浆等污物去掉。
2、机械除锈:借助于机械力的冲击和摩擦作用,使被处理表面的浮锈脱离。利用手提式角向磨光机或钢丝轮在锈蚀表面来回转动,经过反复循环地作业,使锈蚀表面呈现金属光泽。
3、涂抹表面清理:利用干净的棉布蘸丙酮(酒精)进一步清理(擦抹)除锈后的设备表面在除锈时留下的灰尘,为槽体和耐磨材料的粘接创造一个良好的条件。
(二)耐磨材料的涂抹
1、将耐磨材料预热至一定温度(可以流畅搅动),并在耐磨材料A料中加入一定量的B料(固化剂:BA耐磨材料比例A:B=26:1),进行充分的搅拌使固化剂均匀分布。
2、施工人员采用专用抹子,将混合后的耐磨材料按要求均匀涂抹在槽体表面。根据槽体部位及防护要求,涂层厚度为5mm左右。
3、在涂层未固化前要认真检查涂层厚度和涂层平整度,对于压痕、漏点及不符合质量要求的部位要重新进行修复。
(三)耐磨材料层固化
1、耐磨材料固化过程为常温固化,基本固化时间为6—8小时,完全固化为24小时。
2、耐磨材料固化期间要派专人进行值班,严密监视涂层固化情况,对于出现的异常现象及时进行处理。
3、涂层完全固化前不得其他施工人员进入,以免对涂层的人为损坏,确保涂层的整体完整性。
萍乡市博奥陶瓷有限公司
2016年11月30日
